
Page 179 - CW E-Magazine (11-3-2025)
P. 179
Special Report
Isophorone hydrocyanation
Initially, fresh and recycled IP are
fed to a plug fl ow tubular reactor, along
with hydrogen cyanide (HCN). The re-
action is carried out in the presence of
caustic soda, under atmospheric pres-
also requires effective control of the hydrogenation to give IPDA; and sure. Excess of IP is used to avoid un-
required chlorine and toxic phosgene, IPDA phosgenation to produced desirable reactions (between HCN and
so entry barriers are high(3). IPDI. the carbonyl group of IP). IPN is reco-
vered from the hydrocyanation effl uent
IPDI production from IP and chlo- Very important for the applications is after washing, distillation and evapora-
rine comprises three major sections: the cis/trans isomer ratio of IPDA, which tion steps. Caustic soda and unreacted
IP hydrocyanation; should be as high as possible, since the IP are returned to the hydrocyanation.
Isophorone nitrile (IPN) amino- trans isomer reacts more sluggishly.
Table 2: Global IPDI capacity, ktpa (2023) IPN amino-hydrogenation
The IPN obtained is mixed with
Company Location Capacity excess ammonia and reacted to form
Evonik Herne & Marl (Germany) Mobile, (Alabama, 50 isophorone nitrile imine (IPNI) in the
USA), Antwerp (Belgium) and Shanghai (China) presence of gamma-aluminium oxide
Covestro Dormagen (Germany), Shanghai (China) 35 catalyst. The product of the imination
Wanhua Chemical Yantai (Shandong, China) 30 reaction, comprising IPNI, IPN and
BASF Ludwigshafen (Germany) 5 unreacted ammonia, is fed to the amino-
hydrogenation reactors along with hydro-
Vencorex Pont-de-Claix (France); Freeport (TX, USA) 20 gen and more ammonia. This reaction
and Rayong (Thailand) step occurs in the presence of conven-
tional hydrogenation catalysts, yielding
Others Special Article 1 (11.03.2025)
20
Total 140 IPDA. Unreacted hydrogen and ammo-
nia are separated from the amination
effl uent and recycled. The IPDA-rich
stream is subsequently submitted to
Others distillation and evaporation steps for
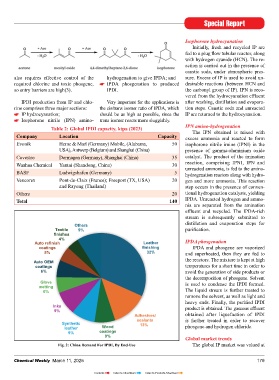
Textile 9% purifi cation.
finishes
4%
Auto refinish Leather IPDA phosgenation
coatings finishing IPDA and phosgene are vaporized
5% 32% and superheated, then they are fed to
Auto OEM the reactors. The mixture is kept at high
coatings temperatures for a short time in order to
6% avoid the generation of side products or
the decomposition of phosgene. Solvent
Glove is used to condense the IPDI formed.
wetting
6% The liquid stream is further treated to
remove the solvent, as well as light and
heavy ends. Finally, the purifi ed IPDI
Inks product is obtained. The gaseous effl uent
9%
Adhesives/ obtained after liquefaction of IPDI
sealants is further treated in order to recover
Synthetic 13%
leather Wood phosgene and hydrogen chloride.
9% coatings
9% Global market trends
Fig. 2: China Demand For IPDI, By End-Use The global IP market was valued at
FIG. 3: INDIAN DEMAND FOR IPDA
Chemical Weekly March 11, 2025 179
2,500
2,000
Contents Index to Advertisers Index to Products Advertised
1,500
1,000
500
0
F Y 21 F Y 22 F Y 23 F Y 24
Epoxy resins Fluorescent pigments Others
FIG. 4: Indian demand for IPDI
800 ₹686
₹641 ₹642 ₹624
600
400 738
609
537 546
200
0
FY21 FY22 FY23 FY24
Quantity, tonnes Avg. CIF price [Rs./kg]
For further reading
1 Encyclopedia 2023, 3, 224–244. DOI: 10.3390/encyclopedia3010015
5