
Page 127 - CW E-Magazine (24-10-2023)
P. 127
Point of View
HPL’s world-scale integrated phenol/acetone
project – a welcome addition
Among the news stories in this week’s issue is an announce-
ment by Haldia Petrochemicals Ltd. (HPL) that it will invest in a
world-scale phenol/acetone plant, which when completed will be
the second one of reasonable scale in India. HPL, which operates a
mid-sized cracker and derivatives complex in Haldia, West Bengal,
has hitherto restricted its operations to commodity thermoplastics
and this project represents a diversification that should go some
way in plugging the demand-supply gap for the two chemicals that
go hand in hand when it comes to production.
According to the company’s announcement the phenol plant
will have a capacity of 300-ktpa (kilotonnes per annum) of phenol
and 185-ktpa of acetone, and when fully operational have the
ability to add about Rs. 5,000-crore to the company’s revenues.
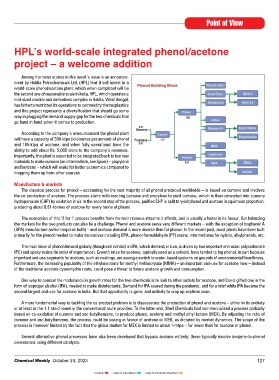
Importantly, the plant is expected to be integrated back to key raw
materials to make cumene (an intermediate, see figure) – propylene
and benzene – which will make for better economics compared to
mopping them up from other sources.
Manufacture & markets
The classical process for phenol – accounting for the vast majority of all phenol produced worldwide – is based on cumene and involves
the co-production of acetone. The process starts with reacting benzene and propylene to yield cumene, which is then converted into cumene
hydroperoxide (CHP) by oxidation in air. In the second step of the process, purified CHP is split to yield phenol and acetone in equimolar proportion,
producing about 0.61-tonnes of acetone for every tonne of phenol.
The economics of this ‘2 for 1’ process benefits from the twin revenue streams it affords, and is usually a factor in its favour. But balancing
the markets for the two products can also be a challenge. Phenol and acetone serve very different markets – with the exception of bisphenol A
(BPA) manufacture (which requires both) – and acetone demand is more diverse than for phenol. In the recent past, most plants have been built
primarily for the phenol needed to make derivatives including BPA, phenol-formaldehyde (PF) resins, intermediates for nylons, alkylphenols, etc.
The main driver of phenol demand globally (though not in India) is BPA, which demand, in turn, is driven by two important end-uses: polycarbonate
(PC) and epoxy resins (in order of importance). Growth rates for acetone, typically used as a solvent, have tended to lag phenol, in part because
important end-use segments for acetone, such as coatings, are seeing a switch to water-based systems on grounds of environmental friendliness.
Furthermore, the increasing popularity of the ethylene route for methyl methacrylate (MMA) – an important end-use for acetone now – instead
of the traditional acetone cyanohydrin route, could pose a threat to future acetone growth and consumption.
One way to combat the misbalance in growth rates for the two chemicals is to look to other outlets for acetone, and Covid gifted one in the
form of isopropyl alcohol (IPA), needed to make disinfectants. Demand for IPA soared during the pandemic, and for a brief while IPA became the
second-largest end-use for acetone in India. But that opportunity is gone, and unlikely to crop up anytime soon.
A more fundamental way to tackling the co-product problem is to disassociate the production of phenol and acetone – either in its entirety
or at least in the 1:1 stoichiometry the conventional route provides. To the latter end, Shell Chemicals had commercialised a process probably
based on co-oxidation of cumene and sec-butylbenzene, to produce phenol, acetone and methyl ethyl ketone (MEK). By adjusting the ratio of
cumene and sec-butylbenzene, the process could be swung in favour of acetone or MEK, as dictated by market dynamics. The scope of the
process is however limited by the fact that the global market for MEK is limited to about 1-mtpa – far lower than for acetone or phenol.
Several alternative phenol processes have also been developed that bypass acetone entirely; these typically involve benzene-to-phenol
conversions using different catalysts.
Chemical Weekly October 24, 2023 127
Content Index to Advertisers Index to Products Advertised