
Page 180 - CW E-Magazine (4-2-2025)
P. 180
Special Report Special Report
What’s special About Flow Reactors? designs, internals, and/or smaller channel a pump capable of pumping 4,000
What’s the magic inside them? dimensions. Reactors such as Pinch- CMH, typically found in municipal
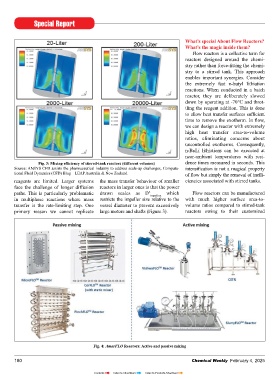
Flow reactors is a collective term for FLO™, CorFLO™, and MicroFLO™ water supply installations). Clearly,
reactors designed around the chemi- (Fig. 4) are characterized by very high we must exercise good judgment.
stry rather than force-fi tting the chemi- heat and mass transfer coeffi cients due
stry to a stirred tank. This approach to their design. The fl ow dynamics in 2. Keep the productivity constant (batch
enables important synergies. Consider these reactors create consistent contact productivity): To achieve a batch pro-
the extremely fast n-butyl lithiation between reactants without mechanical ductivity of 1,000 kg/hr, one would
reactions. When conducted in a batch stirrers. Their design disrupts fl ow near require approximately a 2.7 L fl ow
reactor, they are deliberately slowed the walls, leading to boundary layer dis- reactor. (The fl ow reactor volume
down by operating at -70°C and throt- ruption and improved molecular trans- remains very small – 2.7 L compared
tling the reagent addition. This is done port between reactant streams while to 10,000 L – to achieve the same
to allow heat transfer surfaces suffi cient maintaining near plug-fl ow behaviour productivity and sounds realistic;
time to remove the exotherm. In fl ow, at fl ow rates so small that a simple tube among other things, the pumps will
we can design a reactor with extremely would show laminar fl ow. be of the order of 16 LPM, which
high heat transfer area-to-volume are available off the shelf).
ratios, eliminating concerns about The SlurryFLO™ and Vishwa- which can reduce overall productivity
uncontrolled exotherms. Consequently, FLO™ reactors (Fig. 4) use active mixing when combined. Case Study: Nitration of an
n-BuLi lithiations can be executed at (using impellers) to enhance mixing agrochemical intermediate in
near-ambient temperatures with resi- beyond what passive microstructures It should be emphasized that fl ow MicroFLO reactor
Fig. 3: Mixing effi ciency of stirred-tank reactors (different volumes) dence times measured in seconds. This or diffusion alone can achieve. This is reactors must be judiciously selected. Amar Flow Laboratory LLP under-
Source: ANSYS CFD assists the pharmaceutical industry to address scale-up challenges, Computa- intensifi cation is not a magical property particularly useful in slurry systems Consider this example: took a proof-of-concept study for an
tional Fluid Dynamics (CFD) Blog – LEAP Australia & New Zealand. of fl ow but simply the removal of ineffi - where homogeneous mixing is essen- agrochemical company to synthesize
reagents are limited. Larger systems the mass transfer behaviour of smaller ciencies associated with stirred tanks. tial. For gas-liquid reactions, the If one produces 10,000 kg of an an insecticide intermediate. The reac-
face the challenge of longer diffusion reactors in larger ones is that the power impellers ensure uniform distribution intermediate in a 10-kL batch reactor in tion involved the nitration of a dialky-
paths. This is particularly problematic drawn scales as D 5 impeller, which Flow reactors can be manufactured of the gas-phase reactant in a liquid- 10 hours, the productivity is 1,000 kg/hr. lated aniline derivative (Fig. 5).
in multiphase reactions where mass restricts the impeller size relative to the with much higher surface area-to- phase medium, which would be If one performs this reaction in a 10
transfer is the rate-limiting step. One vessel diameter to prevent excessively volume ratios compared to stirred-tank diffi cult with passive mixing alone. mL fl ow reactor and produces 10 g of In batch, the reaction was per-
primary reason we cannot replicate large motors and shafts (Figure 3). reactors owing to their customized product in 10 seconds, the productivity formed with mixed acid as the nitrating
Is it really magic? is 10 g/sec, or 3.6 kg/hr. Running this agent at 10°C with a 4.5-hour batch
No, it is not! It is simply respecting reaction in the fl ow reactor for 10 hours time. This corresponded to a batch
each reaction for what it is instead of would yield only 36 kg–signifi cantly size of 6 kg (of product) in a 10 L
forcing everything into stirred tanks. less than the batch production. reactor, yielding a batch productivity
Consider how absurd it would seem of 1.3 kg/hr.
to a future engineer that reactions as You cannot expect to match 10 kL
varied as n-BuLi lithiations, Grignard batch productivity using a 10 mL fl ow
reactions, cryogenic oxidations, nitra- reactor, even though the fl ow reactor’s
tions, air oxidations, sulfonations, residence time is 10 seconds compared
esterifi cations, and fermentations are to a reaction time of 10 hours in batch
all carried out in essentially the same mode. The solution? Size the fl ow reac-
reactor confi guration. Flow engineering tor appropriately!
merely approaches each reaction on its Fig. 5: Nitration to give an agrochemical
own terms. There are two options: intermediate
1. Keep the residence time constant: The R&D team eliminated the need
For this reason, judiciously selected With a 10-kL fl ow reactor produc- for mixed acid in the nitration because
fl ow reactors offer higher producti- ing 10,000 kg in 10 seconds, the the reactor operated at 50°C and
vity than batch reactors due to continu- productivity would be 3,600,000 allowed rapid heat removal. Consequently,
ous processing, better reaction control, kg/hr. (This is impressive but chal- there was no need to control the
and reduced downtime. Batch reactors lenging to achieve because fl ow reaction by throttling reagent fl ow. The
require time for setup, fi lling, heating, engineering involves more than reactor was designed to accommodate
Fig. 4: AmarFLO Reactors: Active and passive mixing reaction, cooling, and discharge, all of just the reactor–consider fi nding a fast reaction, and the nitration was
180 Chemical Weekly February 4, 2025 Chemical Weekly February 4, 2025 181
Contents Index to Advertisers Index to Products Advertised